
My Steel Past
S30V was developed by Crucible and released at the end of 2001. As I began to be interested in knives and steel in my teens the idea of developing a new steel was very interesting to me. Not necessarily as something I would do myself, but development of new products, knowledge of the metallurgy required to do so, the trial and error necessary to find an optimal balance, etc. was all intriguing. S30V was touted as a steel developed specifically for knives, and I was curious about what that meant exactly; what properties were they trying to balance for a knife steel as opposed to tool and die, or high speed steel, injection molding steel, etc. I talked to Crucible metallurgists at every knife show I attended and even called them up frequently with many questions and they always did their best to answer. I was hooked.

Early powder metallurgy stainless steels used high chromium content (17-20%) for corrosion resistance in combination with vanadium for wear resistance. These included steels like S60V, Elmax, and M390. However, these steels have relatively low toughness from the relatively coarse microstructure that results from a large percentage of chromium carbides. Non-stainless powder metallurgy steels like CPM-4V, CPM-3V, and Vanadis 8 have smaller vanadium carbides only which give them a superior combination of toughness and wear resistance. The small, but very hard, vanadium carbides, offer superior wear resistance for a given amount of carbide. And less carbide means higher toughness. Crucible later developed steels like S90V and S30V which had less chromium (14%) for less chromium carbide which improved properties relative to the higher chromium stainless steels. The corrosion resistance was not necessarily reduced when compared with the higher chromium steels because only so much of the chromium is “in solution” to contribute to corrosion resistance. Somewhere in the range of 10-13% in solution is common, with the rest tied up in carbides. Which means a stainless steel can be developed with only about 10% chromium as long as all of it is in solution after heat treatment. Actually, it could be a little bit less because some of the steel is carbide. If the steel has 10% carbide, that leaves 90% matrix, so the 10% chromium could end up being as high as 11.1% in solution (10 divided by 0.9).
So if the properties were improved by reducing the chromium content down to 14%, why couldn’t they be improved by reducing the chromium content further? Is it possible to balance the composition to ensure that any chromium carbides are dissolved during heat treating so that we get a microstructure of only small hard carbides rather than the larger, softer chromium carbides? Reducing the chromium content of a steel like S30V would result in less chromium in solution and lower corrosion resistance but not much less chromium carbide. The carbon content would also have to be reduced so that chromium carbide would dissolve at a reasonable temperature. But in those cases the steel may not have enough hardness.
I found that if I kept the carbon content into a relatively narrow range, a sweet spot would be found where there would be enough carbon (for hardness) and chromium (for corrosion resistance) in solution while also having a combination of hard vanadium and niobium carbides for the optimal balance of wear resistance and toughness.

Property Target
But eliminating the chromium carbide is only one part of the equation. I then had to pick a toughness-edge retention balance. After all, the non-stainless PM steels extend all the way from Z-Tuff (very tough but relatively low edge retention) up to 15V (very high edge retention but relatively low toughness). To me the sweet spot is around the steel CPM-CruWear, 4V/Vanadis 4 Extra, and CPM-M4. Those steels are known for their excellent balance of properties. CPM 4V is very popular with everything from competition chopping knives to fine cutting knives. Its fine microstructure and medium-high toughness in combination with above average edge retention makes it very versatile. It has very good ease in grinding and sharpening along with its balanced properties because of the fine microstructure. And since the stainless PM steels are so crowded in the high edge retention group, going a bit higher in toughness gives more differentiation with the currently available products. So my target was CPM-CruWear/CPM-4V but stainless. Possible? Maybe.
Options for Testing my Idea
I decided to contact Crucible Industries first. They were the company that got me excited about knife steel to begin with. They have had the best availability of knife steel in a range of sizes and in reasonable prices. In part because of the partnership with Niagara Specialty Metals who do the hot rolling and distribution of knife steels for Crucible. So they have shown commitment to the knife industry in the past. However, Crucible is not the same company they were when developing S30V and S90V. At that time they had a dedicated research facility where Pilot-sized heats of steel would be produced to test out different designs before full production. Now to test out a new steel concept you have to make a full heat of several thousand pounds. The costs add up quickly if you want to try more than one composition. I likely have only one shot to get this right.
Composition
The composition of MagnaCut is not particularly complicated. The nitrogen and niobium additions help make the steel a bit better but it could have even been made without significant additions to those elements. The main challenge was in balancing the carbon and chromium to ensure sufficient hardness and corrosion resistance while also dissolving the chromium carbide at a reasonable heat treating temperature. I also have the composition of other previous steels that show the approximate evolution of composition to lead to MagnaCut.
This is a classic example of how it is difficult for a “lay person” to assess the properties of a steel based simply on composition. The 4% vanadium plus 2% niobium the steel may look like it is higher wear resistance than it is. Instead it is designed to have similar wear resistance to CPM 4V which has just under 4% vanadium with no niobium. The higher heat treating temperature required for a stainless steel means that the two have a similar amount of carbide. Also I am sure that people will look at the Cr content and immediately call it a “semi-stainless” despite the steel’s excellent corrosion resistance. So hopefully word of the steel’s performance travels faster than initial reactions to the composition. I might be putting too much faith in humanity.
Microstructure
The carbide structure of MagnaCut is much finer than the common powder metallurgy stainless steels such as CPM-154, M390, Elmax, S35VN, etc. The only stainless PM steel I have imaged which is competitive in terms of carbide/nitride size is Vanax. MagnaCut is even somewhat finer than CPM-4V and Vanadis 4 Extra, the non-stainless steels that MagnaCut was modeled after. This is an excellent result and should lead to excellent properties.
Hardness
Hardness was measured both by myself and Robert Skibitski of Crucible. I rounded the values to the nearest 0.5 Rc because there is going to be small variability even if I were to heat treat a set of three coupons exactly the same way. I used shorter austenitizing times for higher temperatures, as the steel heats through more quickly and the carbides dissolve more quickly at higher temperature. 30 minutes hold time for 1950°F, 25 minutes for 2000°F, etc. up to 2200°F with only 5 minutes. This is a standard austenitizing time range used in Crucible datasheets in steels like CPM-M4 and CPM-10V. I tested the hardness with cold treatments as well, one set with my basement freezer and another set with liquid nitrogen. I placed the samples in the freezer or liquid nitrogen directly after quenching because that makes the cold treatment more effective than tempering first or letting it sit around and measure hardness of it first.
The steel can reach relatively high hardness, over 63 Rc without cold treatment, and over 64 Rc with a cold treatment, even reaching 65 Rc, at least with the small coupons I heat treated. This is what I was targeting with the steel and I am happy with the result. There is a tradeoff between hardness and corrosion resistance, explained in this article on Vanax. Steels like Vanax and LC200N have excellent corrosion resistance but are limited to about 60-61 Rc even with cryo treatments. This steel was targeted for a good combination of high hardness and corrosion resistance, though the corrosion resistance ended up better than expected as will be discussed further on. Hardness is pretty similar regardless of cold treatment up to about 2050°F, indicating retained austenite is not excessive up to that temperature. So 2050°F would be a good general austenitizing temperature from that standpoint.
Toughness
The main goal of this steel design was to have much greater toughness than previous powder metallurgy stainless steels. I also tested a range of heat treatment variables to narrow down the optimal toughness. Peak toughness was found with austenitizing temperatures of 2000-2050°F, though toughness was similar for the two while hardness was higher with 2050°F. Therefore, 2050°F had a superior toughness-hardness balance. So 2050°F is my general recommendation for heat treating in terms of optimal toughness.
Knifemakers that have used MagnaCut have also reported excellent toughness thus far. Phil Wilson put the steel through his battery of cutting tests designed to put significant force on the edge, cutting through increasingly harder materials, and twisting out of the cuts. The knife made it through seasoned fir and deer antler, though it saw some mild chipping and rolling with bocote, a very hard wood. This behavior was also seen when he tested CPM 4V.

Edge Wear
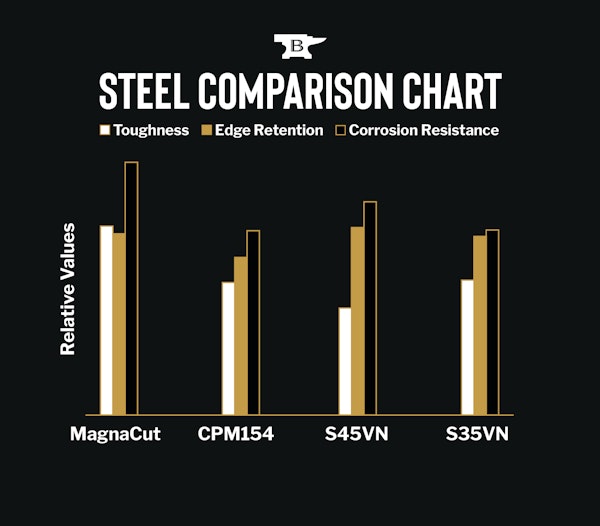
I tested two knives in MagnaCut at two different hardness levels with my standard CATRA slicing edge retention test. I heat treated the knives and Shawn Houston ground the bevels and did the initial sharpening. I tested each knife 3 times. The steel matched the approximate edge retention of S35VN, CPM-4V, and CPM-CruWear as expected.
Edge retention from knifemakers has also been excellent. Phil Wilson did his standard test with 3/4″ manilla rope where he uses a consistent edge geometry to compare steels. A MagnaCut knife at 62.5 Rc made 45 cuts, which compares with 40 cuts for 61 Rc S30V and 60 cuts for S90V or S110V. You can see an example of Phil’s rope cutting in the video I linked to in the toughness section. Shawn Houston reported in his rope cutting testing it slightly outperformed a Z-Wear (CPM-CruWear) knife at similar hardness and edge geometry, measuring better sharpness with the Edge on Up BESS test after cutting the same amount of rope. Big Chris did a cardboard cutting test comparison with CPM-3V and found that after cutting twice as much cardboard with the MagnaCut knife that it was still significantly sharper than the 3V comparison.
Corrosion Resistance
The biggest surprise in testing of MagnaCut was how good its corrosion resistance is. It was expected to have corrosion resistance in between S35VN and S45VN, “good” or even “great” but not spectacular. However, the corrosion resistance ended up being even better than 20CV and just under stellar steels like Vanax or LC200N. With my standard 1% saltwater test, there was no corrosion visible on the steel after 72 hours, while a couple small spots were visible on 20CV and significant rusting on everything else but Vanax.
The surprisingly excellent corrosion resistance of MagnaCut is due to the lack of chromium carbides when compared with other stainless steels. The chromium carbide leads to locally lean regions of chromium surrounding the carbides, as the carbides form by taking chromium out of the surrounding matrix. I first saw this in testing of 420 stainless, which did better than expected for corrosion resistance which is because of the lack of chromium carbides in that steel as well. In low carbon stainless steels they go to great lengths to eliminate chromium carbide to improve corrosion resistance. Typically this isn’t something that stainless tool steel developers talk about because the chromium carbides are generally seen as unavoidable. Removing chromium carbides in MagnaCut led to an improvement in corrosion resistance that makes sense in retrospect but was a surprise when I first tested it.
Sharpening and Grinding
I don’t have any standardized tests of grindability, finishability, or sharpenability so I am reliant on anecdotal experiences. A fine microstructure means improved grindability, but MagnaCut also has a significant amount of high hardness vanadium and niboium carbides so I didn’t know where the grindability and finishability would end up. Initial reports from knifemakers are very positive, with Matt Gregory and Shawn Houston reporting that it finishes and grinds easier than S35VN or S45VN. Those steels have a relatively small amount of vanadium and niobium carbide so I assumed they would be easier to work with. The finer microstructure of MagnaCut apparently helps in that regard. Big Chris ground a CPM-4V knife side by side with a MagnaCut knife and reported that the MagnaCut was significantly easier to grind, even though the two knives were at the same hardness. Matt Gregory said, “This stuff grinds so easily with coarse belts that you think something is wrong with it.” So the somewhat finer microstructure of MagnaCut has made an improvement in grinding. Finishing is not as easy as CPM-154 according to Matt Gregory and Darrin Thomas, which is to be expected probably since CPM-154 has no vanadium carbides. With polishing, the closer the abrasive size is to the carbide size the more apparent the harder carbides are. Matt says that grinding is easier than CPM-154 until about 240 grit where the vanadium carbides start to make the MagnaCut somewhat more difficult. Chad Nell said that grinding MagnaCut is similar to CPM-154 but is more difficult to finish. However Shawn reported that MagnaCut was easier to finish than Z-Wear at similar hardness which was surprising. Z-Wear has a similar amount of carbide but a good portion of it is the softer chromium carbide. Apparently the finer carbide size of MagnaCut makes the difference between the two.
Summary and Conclusions
CPM MagnaCut is the result of my passion for knives and steel. I used a new approach to stainless tool steel design to eliminate chromium carbides from the microstructure. This led to a combination of properties which is better than previous stainless knife steels, and has similar toughness and edge retention to non-stainless steels like CPM-CruWear, CPM-4V, and Vanadis 4 Extra. The corrosion resistance was also excellent, even better than I was expecting, which means that the hardness-corrosion resistance balance of MagnaCut is very impressive, with achievable hardness being 64+ Rc and corrosion resistance being even better than steels like S110V, S45VN, and M390. The recommended heat treatment is 2050°F austenitize and 350°F temper, and a cold treatment after the quench means somewhat higher hardness. (For Full Article: https://knifesteelnerds.com/2021/03/25/cpm-magnacut/)













